399信息网
2021-07-30
450
10
399信息网
2021-07-30
450
10
|
随着科学技术的发展,我国在航天领域的技术体系已经逐步发展成熟。为了进一步提升航空航天设备生产的精准性和稳定性,钛合金结构的质量优化是当前面临的主要问题。 而航空结构件品种繁多、结构复杂。此外,由于航空结构件多为薄壁件,材料去除率大,加工周期长,因此实现航空结构件的快速交付可以为航空企业带来较大的经济效益。
为了减轻机身重量并降低成本,航空航天业通常会使用复合材料和钛合金来制造机身主要零部件。其中钛合金属于难加工材料,加工特征复杂,给制造商带来一系列挑战。今天,小编就来说说关于山高刀具在航空航天钛合金结构件领域的高效率加工方案。
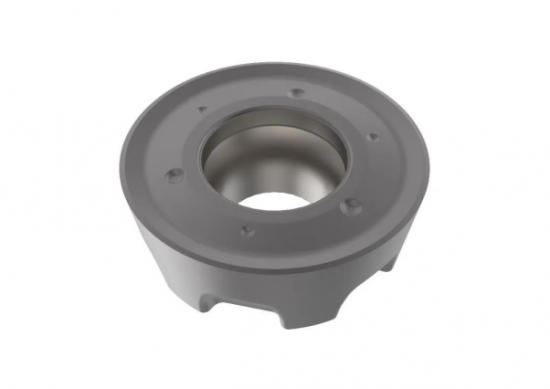
山高刀具航空航天项目工艺主管李洋与您分享钛合金结构件的高效切削刀具应用。 粗铣毛坯面——R8 圆刀片山高铣刀
山高刀片带有定位槽,配合刀体独有的定位螺钉,保证切削平稳、刀片不易打滑,抗冲击,切削力小、适应不同工艺场合需要。刀片采用MS2050涂层,这是山高在大多数工况下铣削钛合金的首选材料。该涂层由山高F40M涂层和银色的NbN(氮化铌)新表层所组成,可有效避免和工件材料发生化学反应,从而延长刀片寿命和加工效率。 铣型腔 - 动力铣削——JS720 & 730 立铣刀
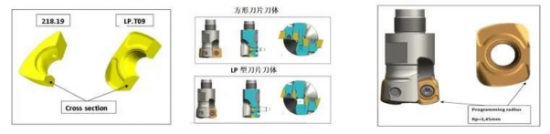
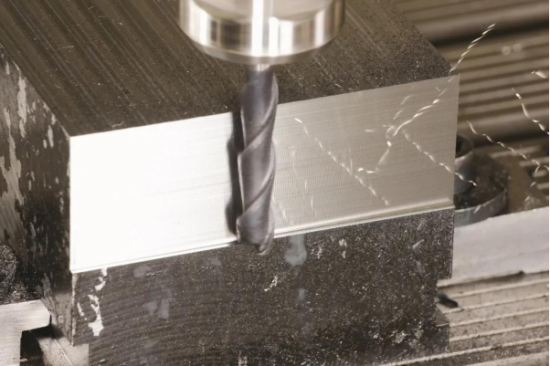
1)6刃-9刃密齿刀具,切削效率高,性能稳定。加工钛合金等难加工材料时,结合3D加工CAM软件,在7-12%*Dc切宽时,可以使用更高的线速度。适合钛合金等难加工材料的大批量生产。 2)应用广泛,易于使用。可以适应切宽到40%*Dc的侧铣加工,在动力铣削加工策略中更是性能优越。适合粗加工,半精加工和精加工等多种应用。 3)尺寸全面。直径范围从d6-d25,刃长2.5-3*Dc,刀尖圆角从R0.5-R6以及球头刀具。包含了常用的航空零部件圆角。部分刀具还提供分屑槽的结构设计。方便用户选用。 快进给铣削——R217/220.21 快进给-L型刀片
1)LP09 刀片延续了High Feed 2 刀具系列的优点,加大了刀片的尺寸,较大切削深度达到1.8mm, 提高了加工效率。与218.19凸三角刀片相比,具有更大的刀片厚度和刀具圆角设计,使刀片比较强壮。 2)采用LP 09 刀片的High Feed 2 刀体具有更大芯厚,使刀具具有更高的强度。刀具具有更好的加工稳定性和更长的刀具寿命。 3)有15°正前角 ME槽型刀片,专门应用于钛合金难加工材料的加工,满足斜坡铣,螺旋插补铣,插铣等多种应用场合。 薄壁腹板面——新 JS750 立铣刀
加工时采用由内向外加工,薄腹板加工时尽量采用真空吸附加工,在刀具刚性足够的前提下,选择小直径的刀具加工产品发生震动的风险越小,加工刀具圆角越小发生震动的风险越小,精加工前多留余量保证腹板刚性对于区域大的薄腹板或者超薄腹板,精加工时轴向分两层加工到位,并且采用层优先的加工策略。 山高 JS754 和 JS755 刀具比较适合加工薄腹板,性能出色且具有良好的成本效益,特别适用于不锈钢和高温合金加工。该系列刀具用途广泛,可以用于传统的侧铣、粗加工、槽铣以及先进粗加工和动态铣削加工。刀具底刃采用优化设计,利于Z向切削,不等齿距设计可以降低振刀风险。采用 HXT 涂层,并作抛光处理及刃口处理,可使用更高线速度、同时排屑更顺畅。 直纹薄壁侧壁面——JS522 长刃精铣刀
JS522 是一款具有长排屑槽的精加工刀具,不仅符合航空航天市场对垂直度和精细表面粗糙度的严格要求,而且还提升了材料切除率,因此特别适合加工由钛合金和铝合金制成的航空结构零件。 · 加工表面质量较好 · 壁垂直度达到0.015 mm · 没有台阶 · 不需要再抛光处理 · 刀具让刀可以通过刀具的预倒锥设计进行补偿 创新桶形刀具
山高刀具推出了创新型桶形刀具,专为大步距而设计,帮助您更快地精加工不锈钢和高温合金零件。全新的桶形刀具采用专为高级编程策略而设计的弧形立铣刀槽型,具有 10°前角和 20°螺旋角,可大幅增加步距,从而使精加工速度比传统球头立铣刀快 80%。通过 5 轴机床运动,刀具的切削轮廓可以始终以适当的角度与零件表面保持啮合。 若朋友们还想了解更多山高刀具旗下的产品,不妨去看看其官方网站或者是公众号。 
|
 鲜花 |
 握手 |
 雷人 |
 路过 |
 鸡蛋 |
分享
邀请